

(1)材料成分測定
1)C和S的檢測
采用HN-3H型紅外碳硫分析儀,檢測C和S的成分。
2) Cr的測定
稱取試樣0.1g,于150ml錐形瓶中,加鹽硝混酸20ml,加熱使試樣溶解,加硫磷混酸20ml,加熱至冒硫酸煙,取下冷卻,移至100ml量瓶中,稀釋至刻度搖勻。
吸取試液25ml兩份分別置于200ml錐形瓶中,加水50ml,加硝酸銀5ml,過硫酸銨1g,硫酸(1:1)10ml,煮沸3分鐘,加氯化鈉5ml,冷卻,加N一指示劑3-4滴,用硫酸亞鐵銨滴至玫瑰色消失,轉為亮綠色。
(2)環模鍛打質量的測定
對于4 Cr13材料的環模鍛造工藝要求為加熱溫度和時間合適,常見環模鍛造問題是:
1)加熱溫度過高和時問過長,鍛坯呈黃白色,估計溫度超過1200℃,此時鍛坯易出現表層過燒,整體過熱,組織粗大晶粒不均勻現象。
2)爐溫均勻性差。加熱過程中因溫度不均勻使鍛件過熱或局部過燒造成品粒粗大、鍛坯的均質性差。鍛件尺寸越人,這種現象就越嚴重。在隨后的熱處理工藝中難以消除這種缺陷,也是造成環模丌裂的常見原岡。
3)鍛后冷卻溫度、速度控制不好,如果冷卻速度非常緩慢,容易發生奧氏體再結晶,已經被鍛造中細化的晶粒會發生異常長大造成混晶。
(3)外形尺寸
根據合同訂貨合同對鍛坯進行尺寸檢驗,采用游標卡尺測量,要求尺寸精度為±1mm。
以內圓為基準,采用回轉工作臺和百分表檢驗鍛坯外圓及端面跳動量控制在1.0mm之內。
(4)力學性能
硬度
鍛坯的交貨狀態為完全退火處理狀態,其組織為:鐵素體基體上分布著碳化物及晶界上網狀分步著碳化物顆粒。用金相顯微鏡作鍛坯的金相分析,按鍛坯批次作一次金相檢驗并記錄。
鍛坯交貨硬度170~220HB;如果硬度過高,鉆孔時鉆頭易斷裂,并造成死孔,硬度過低則影響模孔的粗糙度。用硬度計按GB/T 231標準檢測鍛坯的硬度值,每個環模鍛坯做交貨硬度檢驗并記錄。
其他力學性能
材科力學性能指標應符合下表規定。
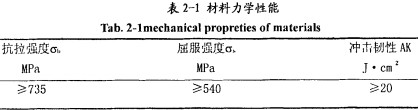
用WE30型液壓力.能材料試驗機檢查環模材料的抗拉強度和沖擊韌性,每爐鋼錠作一次材料力學性能檢驗并記錄。
(5)缺陷
??? 鍛件不得有裂紋、折迭、縮孔、縮松、夾雜和其他影響使用性能的缺陷。
??? 表面缺陷可以鏟除,根據具體環模成品尺寸鏟除,其鏟除后的尺寸只要大于環模成品尺寸均可進行入庫試車,在鍛坯外圓面上標記鍛坯鏟除后具體尺寸的醒目標識。
??? 采用超聲波探傷儀對每個毛坯進行內部探傷,控制毛坯內部材質的均勻性,防止毛坯內部有裂紋、氣孔、夾砂等缺陷。
??? 1)在任100mm寬度的全圓周帶內不允許有大于直徑4當量缺陷存在,但允許中2≤d≤直徑4當量缺陷彌散存在,數量不超過四個,且測長不超過20mm。
??? 2)密集缺陷只跟蹤記錄,不作檢驗依據。
發布時間: 06-07-2023