

(1)模孔加工設備
環模模孔加工設備主要有:自動多工位鉆床、單頭手工鉆、單頭自動鉆等設備。自動多工位鉆床常見的有:8~12工位的立式或臥式鉆床和4~8工位高速注油深孔槍鉆。
手工鉆分度輸入誤差大,高減速比的分度機構也能保證分度的精度,但鉆孔速度控制不好,模孔粗糙度差:自動單頭鉆有高的分度精度、嚴格控制的鉆削速度和排屑機制,模孔質量好;雙頭或多頭自動鉆,模孔質量好,生產效率高,但分度精度和孔間壁厚均勻性受設備安裝精度影響大。加工MLlZL600環模模孔,模孔8000孔,四鉆槍鉆加工時間21小時,同等情況下,普通鉆床加工時間為85~95小時左右。
普通鉆床轉速為6000r/min左右,模孔粗糙度為Ra3. 2~6.3μm。
本試驗主要在某顆粒機集團進行,采用JXION-TLM德國生產槍鉆,保證了環模模孔的位置精度及表面粗糙度,從而使環模的產量得到了有效的提高。該槍鉆加工環模外徑400~1200mm,環模孔徑1.2~3.0mm,轉速可達20000 r/min,模孔粗糙度可達Ra0.4~0.8μm
(2)計算開孔率
JXION-TLM多工位自動槍鉆采用電腦排孔軟件包軟件模擬環模材料強度校核。
環模孔的排列方式有兩種方式:
開孔率計算:
A方式排列開孔率:如果設小孔的直徑為d,小孔與小孔之間的壁厚為a,環模開孔率為v,則v≈0. 9(12/(d+a)2;
B方式排列開孔率:如果設小孔的直徑為d,小孔與小孔之間的壁厚為a,環模開孔率為v,則v≈0.-78d2/(d+a)2;
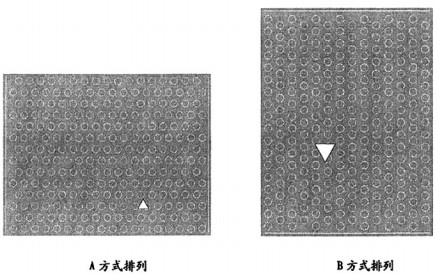
A方式排列丌孔率大于B方式排列丌孔率,顆粒機產量高。
(3)編制環模鉆模孔程序卡
??? 1)輸入環模內徑、工作寬度、模孔直徑,確定鉆頭直徑。
??? 2) aIXION (102 104 105)編程參數計算
??? 邊距A=[環模邊厚(距>+到邊距離(邊距C)環模外圓內端面到基準面尺寸
??? 邊距B=排間孔距
??? 邊距C一到邊距離
??? 邊厚=環模的外圓內端面到基準面的尺寸
3)進給速度
??? 在鉆頭_丌始前進的過程中,當大臂部分向前的時候可以用進給120mm/min的速度,
當鉆頭部分向前時,要選用的速度:
??? ①當鉆頭前進:??? 進給速度-70~50mm/min
??? ②當看不到鉆頭尖部:??? 進給速度-50~30mm/min
??? ③當看不到整個鉆頭:??? 進給速度-30~10mm/min
??? ④當鉆套與換模間緩沖:??? 進給速度≤8mm/min
??? 4)根據參數,生成環模鉆模孔程序卡。
(4)輸入程序加工模孔
(5)模孔沉孔
??? 采用環模倒角機對環模模孔進行倒角,倒角后進行去毛刺處理。
(6)模孔沉角
??? 針對制粒特性而設計的沉孔,稱之為工藝沉孔:針對物料特性而設計的沉孔,稱之為工作沉孔。
??? 沉孔孔徑計算:沉孔孔徑中D等于模孔直徑①d+0. 5mm,另外也可針對特殊的物料或客戶的要求而定:
??? 沉孔深度計算:工作沉孔深度H根據顆粒機功率、孔徑及壓縮比而定,也可根據客戶的特殊要求而定。
??? 采用環模沉孔機加工沉孔。
發布時間: 05-20-2023