

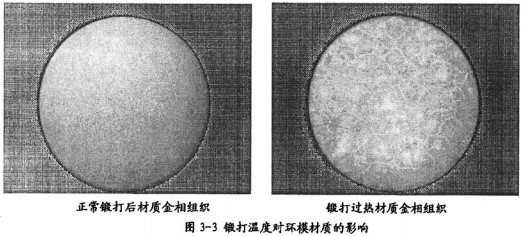
由上圖可以看出,環模毛坯鍛造時加熱溫度過高和時間過長,鍛坯呈黃白色,溫度超過1200℃,此時鍛坯易出現表層過燒,整體過熱,組織粗大品粒不均勻現象。加熱過程中因溫度不均勻使鍛件過熱或局部過燒造成品粒粗大、鍛坯的均質性差。鍛件尺寸越大,這種現象就越嚴重。在隨后的熱處理工藝中難以消除這種缺陷,也是造成環模開裂的常見原因。
冷加工工藝對環模模孔質量的影響
切削轉速直接影響環模的表面粗糙度,切削轉速越大,表面質量越好。采用槍鉆鉆環模孔時,環模孔徑和轉速對表面粗糙度的影響:
由圖可以看出,采用槍鉆加工環模模孔,模孔真徑為?5mm時,主軸轉速為3000r/min時,表面粗糙度為1.6 u m;轉速為5000r/min時,表面粗糙度可達到0.8μm。
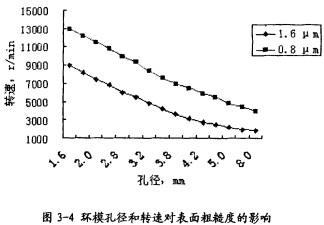
?采用槍鉆加工環模模孔,模孔直徑為?1. 6mm時,轉速為9000r/min時,表面粗糙度為1.6 u m;轉速為13000r/min時,表面粗糙度可達到0.8 pm。
?對于普通鉆床,一般最高轉速為3000~5000r/min,加工出的表面質量較差,加工小孔徑環模時,由于粗糙度不合格,在環模的帶料試驗中無法出料。
熱處理加工工藝對環模質量的影響
淬火溫度對環模硬度和沖擊韌性的影響
(1) 4Cr13材料的奧氏體化溫度為1000℃左右,環模的最終加熱溫度(氣淬溫度)應比此值高一點以形成奧氏體組織。如果環模的真空氣淬溫度較高,則熱處理后的硬度就會較高,但也極易形成淬火裂紋。而且在高溫的真空環境里,高鉻不銹鋼內的合金元素如Cr、Mn等的蒸發量會加大,從而可能降低了壞模的力學性能。因此環模的真空氣淬溫度不能太高。
????淬火溫度對環模硬度的影響見下圖。
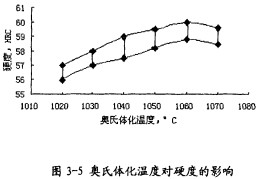
從圖可以看出4Cr13環模的淬火溫度從1020℃提高到1060℃,其硬度隨著加熱溫度的提高而上升。
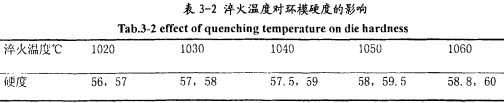
淬火溫度從1030。C上升到1050,硬度可提高1~1.5HRC。
(2)奧氏體化溫度對沖擊韌性的影響
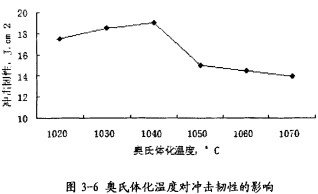
? ? 淬火溫度從1040℃上升到1060℃淬火,硬度雖然較高,但沖擊韌性下降明顯,熱應力太大,極易產生淬火微裂紋。所以,采用1040℃淬火最為合適。
真空淬火對環模模孔粗糙度的影響
??? 環模孔的粗糙度在真空氣淬后基本上不降低,槍鉆加工后料糙度為0.8μm,經檢驗,熱處理后的粗糙度仍然為0.8μm;槍鉆加工后后粗糙度為1. 6μm,經檢驗,熱處理后的粗糙度仍然為1.6μm。Ra值和熱處理前相比,基本不降低。
3.4.3回火溫度對環模硬度和沖擊韌性的影響
??? 環模的使用性能是個綜合性的問題,如硬度太高,雖然耐磨性很好,但脆性很大,在使用中容易丌了。而硬度太低,由于容易使模孔形成擴孔及壞模與壓輥工作面產生磨損,影響使用壽命。4Cr13環模具有高強度和高耐磨性,但也有很大的裂紋敏感性,所以淬火后的回火相當重要。
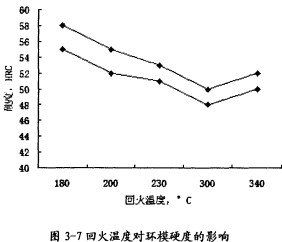
(1)回火溫度對環模硬度的影響
??? 高溫回火,綜合力學性能提高,但硬度比回火前下降;中溫回火,硬度也較回火前稍有下降,但獲得高的屈強比、彈性極限、韌性;低溫回火,能保持淬火馬氏體的高硬度和高耐磨性,同時降低淬火應力和脆性。
4Cr13顆粒機環模的淬火后回火溫度對硬度的影響見下表。
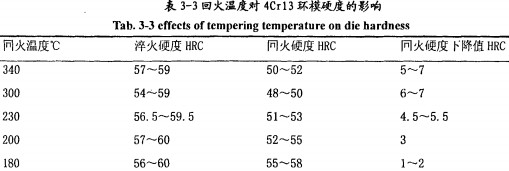
從結果來看,180℃回火,環模硬度很高,脆性很大,極易使環模產生裂紋。300℃是回火曲線中的低谷,不宜采用。340℃回火,環模的硬度偏低,會影響其壽命。合適的回火溫度應控制在200℃左右,環模的最終使用硬度在52~55HRC,左右,這樣,既可以保證環模不丌裂,又可保證模孔和工作面的磨損很小,使環模的使用壽命大大提高。
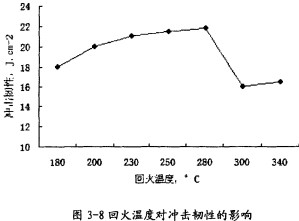
(2)回火溫度對環模硬度的影響
??? 4Cr13的第一類回火脆性區的溫度范圍為300℃~370℃,第二類回火脆性區的溫度范圍為450℃~600℃。為保證環模在回火后仍能保持較高的硬度,同時又要避開回火發生脆性的溫度區,環模采用200℃低溫回火較合適。
發布時間: 05-10-2023